Exploring laser welding Process
Laser welding is a novel welding method primarily used for welding thin-walled materials and precision parts. It can perform spot welding, butt welding, lap welding, and sealing welding, and its characteristics include: a high aspect ratio, narrow weld width, small heat-affected zone, minimal deformation, and high welding speed. The welds are smooth and aesthetically pleasing, requiring no or only simple post-weld treatment. The weld quality is high, free of porosity, reducing and optimizing impurities in the base metal, and allowing for refined microstructure. The weld strength and toughness are at least equal to or even exceed those of the base metal. It allows for precise control, a small focused spot, high-precision positioning, and easy automation. It can also weld certain dissimilar materials.
Table of Contents
Laser welding principle
Laser welding principles can be divided into heat conduction welding and laser deep penetration welding.
Heat conduction welding: When the power density is less than 10⁴~10⁵ W/cm², laser radiation heats the workpiece surface. The surface heat diffuses inward through heat conduction. By controlling parameters such as laser pulse width, energy, peak power, and repetition frequency, the workpiece melts, forming a specific molten pool.
Laser deep penetration welding: When the power density is greater than 10⁵~10⁷ W/cm², the metal surface is heated, creating a “cavity,” forming a deep penetration weld. Under sufficiently high power density laser irradiation, the material evaporates and forms a small hole. This vapor-filled hole acts like a black body, absorbing almost all the incident beam energy. The equilibrium temperature inside the cavity reaches approximately 2500℃. Heat is transferred out from the outer wall of this high-temperature cavity, melting the metal surrounding it.
The following is a brief introduction to several laser welding processes
Plate-to-plate welding
It includes four processing methods:
Butt welding;
End welding;
Center penetration welding;
Center through-hole welding.
Wire-to-wire welding
It includes four processing methods:
Wire-to-wire welding;
Cross welding;
Parallel lap welding;
T-welding.
Welding of metal wires and block components
Laser welding can be used to successfully connect wires to lumped elements, which can be of any size. Attention should be paid to the geometry of the wire element during welding.
Welding of different metals
Welding different types of metals requires addressing the range of solderability and solderability parameters.
Laser welding between different materials is only suitable for certain material combinations.
Laser brazing is not suitable for joining certain components, but the laser can serve as a heat source for both hard and soft brazing, which also provides an advantage over traditional laser brazing.
Brazing has various applications, with laser soft brazing primarily used for soldering printed circuit boards, especially suitable for chip component assembly technology.

Factors affecting laser welding quality
Welding equipment
The most important quality requirements for lasers are beam mode, output power, and their stability.
Lower beam pattern order results in better beam focusing performance, smaller spot size, higher power density at the same laser power, and greater weld depth and width.
Generally, a fundamental mode (TEM00) or a low-order mode is required; otherwise, it is difficult to meet the requirements for high-quality laser welding.
Currently, Chinese lasers still face challenges in terms of beam quality and power output stability for laser welding.
Internationally, laser beam quality and output power stability are already quite high and are no longer a problem for laser welding.
The biggest factor affecting weld quality in the optical system is the focusing lens. The focal length used is generally between 127mm (5in) and 200mm (7.9in). A smaller focal length helps reduce the beam waist diameter, but too small a focal length makes the laser more susceptible to contamination and spatter damage during welding.
Shorter wavelengths result in higher absorption.
Typically, materials with good conductivity have higher reflectivity.
The reflectivity of YAG lasers is 96% for silver, 92% for aluminum, 90% for copper, and 60% for iron.
The higher the temperature, the higher the absorbance, showing a linear relationship. Generally, coating the surface with phosphates, carbon black, graphite, etc., can improve the absorption rate.
Workpiece condition
Laser welding requires high edge precision of the workpieces being processed and assembled, with strict alignment of weld points and weld seams. The original assembly precision and point alignment of the workpieces must not be altered or distorted by the welding heat during the welding process.
This is because the laser spot is small, the weld seam is narrow, and generally no filler metal is added. If the assembly gap is too large, the beam may pass through the gap without melting the base material, or cause noticeable minor impacts or dents. Even a slight deviation between the point and seam may lead to incomplete fusion or incomplete penetration.
Therefore, the assembly gap and point seam deviation for butt joints of plates should generally not exceed 0.1 mm, and the misalignment should not exceed 0.2 mm.
In actual production, laser welding technology may sometimes be unusable because these requirements cannot be met.
To achieve good welding results, the permissible butt joint gap and lap gap should be controlled within 10% of the plate thickness. Successful laser welding requires tight contact between the substrates being welded. This necessitates careful tightening of the parts to achieve optimal results.
Welding parameters
The most important welding parameter affecting laser welding methods and weld formation stability is the laser spot power density. Its impact on welding methods and weld formation stability is as follows:
Laser spot power density, from lowest to highest, is: stable heat conduction welding, unstable mode welding, and stable deep penetration welding.
Under a given beam mode and focusing lens focal length, laser spot power density is primarily determined by laser power and the beam focal point position.
Laser power density is directly proportional to laser power.
However, the focal point position has an optimal value.
The most ideal weld can be obtained when the beam focal point is located at a certain position below the workpiece surface (within the range of 1-2 mm, depending on the plate thickness and parameters). Deviating from this optimal focal point position results in a larger spot size on the workpiece surface, leading to a lower power density. Within a certain range, this can cause changes in the welding process.
Welding speed has a less significant impact on the welding process and the stability of the part than laser power and focal point position. Only when the welding speed is too high can a stable deep penetration welding process be maintained due to insufficient heat input.
In actual welding, stable deep penetration welding or stable heat conduction welding should be selected according to the penetration requirements of the welding part, and modal unstable welding should be absolutely avoided.
Applications of Laser welding
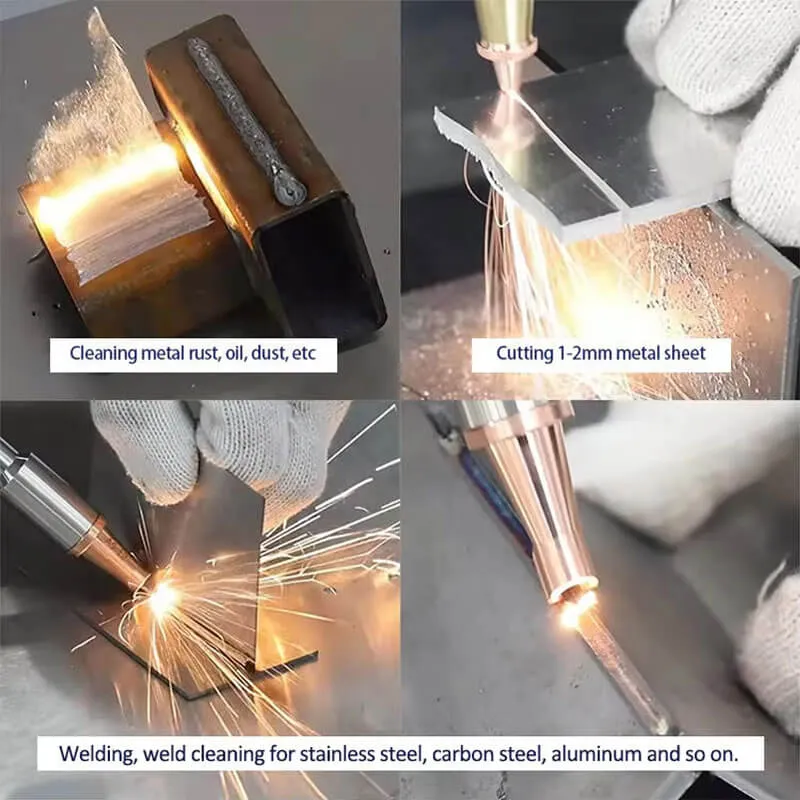
Automotive Parts
Laser welding enables rapid welding, producing full, strong welds that are easy to clean, meeting the production requirements of high-end products.
Aerospace
In the aerospace field, laser welding allows for flexible parameter settings, enabling precise welding, and is particularly suitable for complex equipment and facilities.
Jewelry
Laser welding machines use microscopes to magnify small parts of jewelry, enabling precise welding that does not deform after repair.
Electronics Industry
In electronic device manufacturing, laser welding is used to join various micro-components, such as circuit boards and batteries.
Conclusion
Laser welding, as a highly efficient and precise welding method, will continue to play a vital role in the future, driving the transformation and upgrading of the industrial manufacturing sector. With the continuous maturation of laser welding technology and the expansion of its application areas, laser welding will be used in more fields, such as new energy and high-end equipment manufacturing.